Table of Contents
PDCA - The Origin Myth
The PDCA (plan–do–check–act) is an iterative design and management method used in business for the control and continuous improvement of processes and products. While the PDCA cycle/wheel is often attributed to W. Edwards Deming… or to a lesser extent, Walter A. Shewhart, neither Deming nor Shewhart created the PDCA cycle/wheel!
Unfortunately, both of these men continue to be incorrectly attributed with the creation of the PDCA cycle/wheel through poorly researched articles and publications… which themselves are referenced and result in a perpetuation of this myth.
Interestingly, very little research is required to reveal the true origin of the PDCA cycle/wheel.
The Shewhart Cycle (1939)
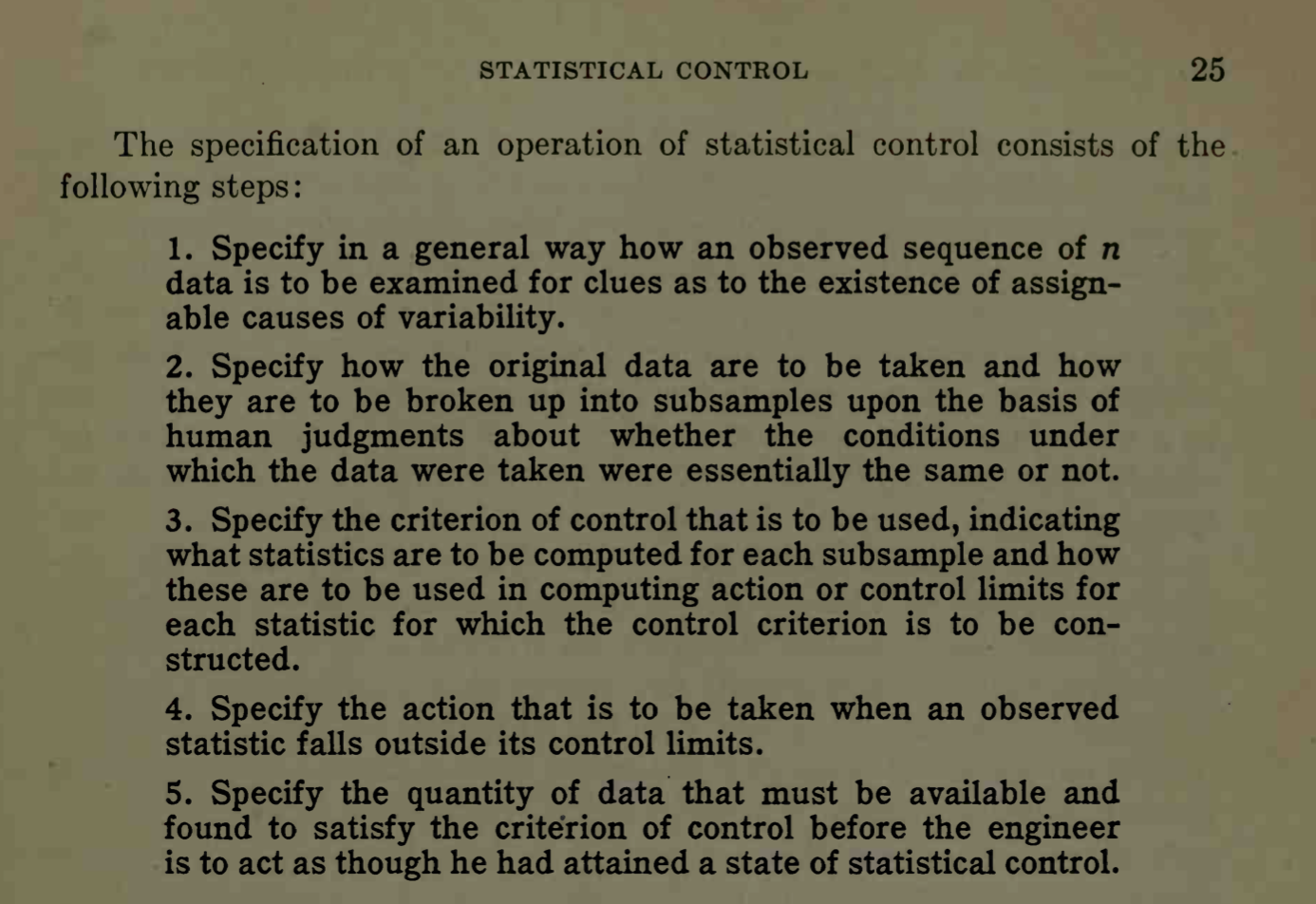
The “Shewhart Cycle” was first described by Shewhart in his 1939 book, “Statistical Control - from the viewpoint of Quality Control”, By Walter A. Shewhart, Edited by W. Edwards Deming, the original text described a “cycle” on pages 44-46. Below is an excerpt from that book.
The whole picture, however, is radically different just as soon as we admit that we have only a probable science. Even when we limit ourselves to trying to stay within tolerance limits, it is necessary for economic reasons will give valid predictions only in a state of statistical control and for attaining maximum quality assurance in all kinds of work, including that where tests are destructive, to introduce the concept of action limits A and B and the aimed-at value C, fig. 6.
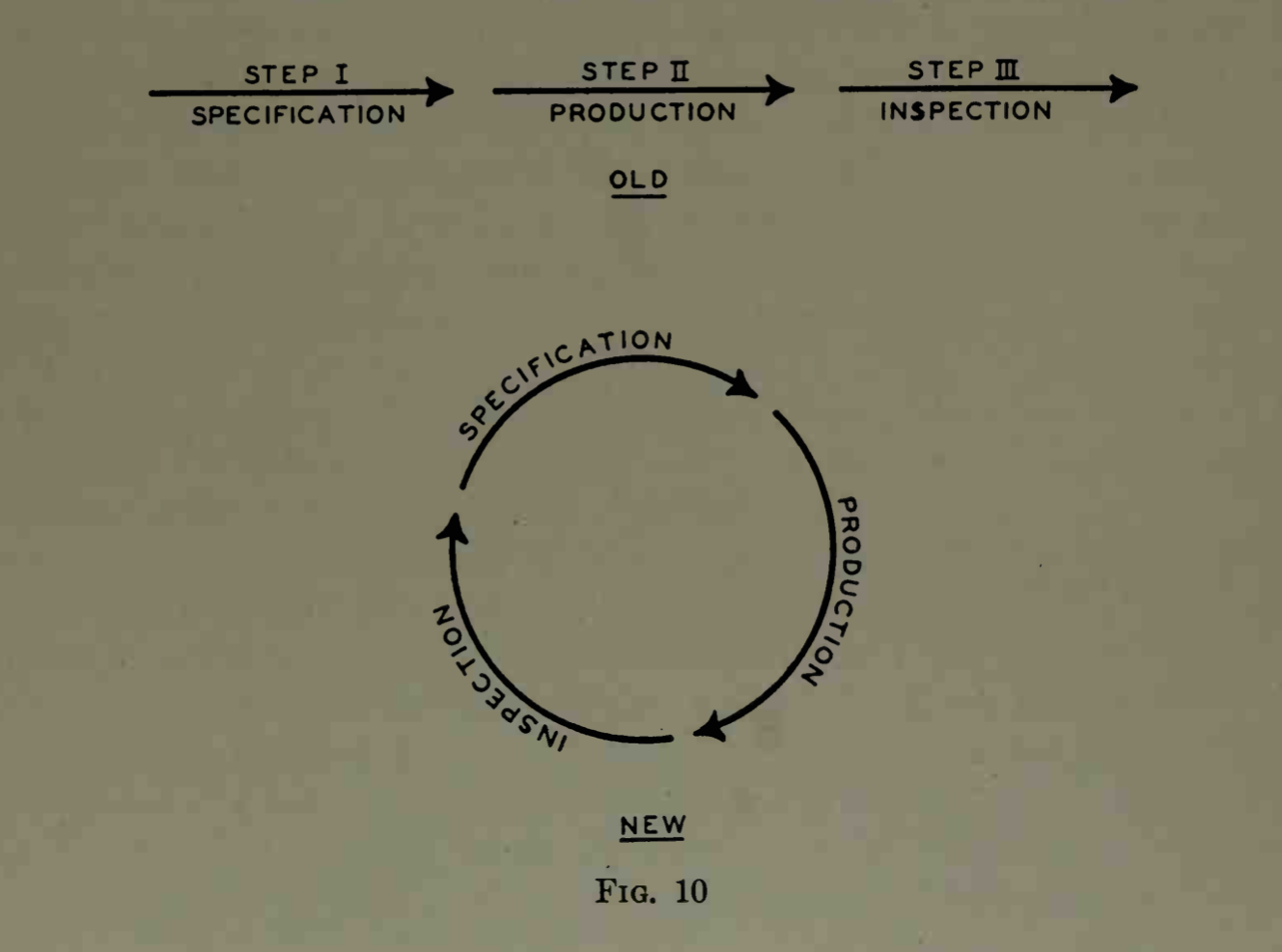
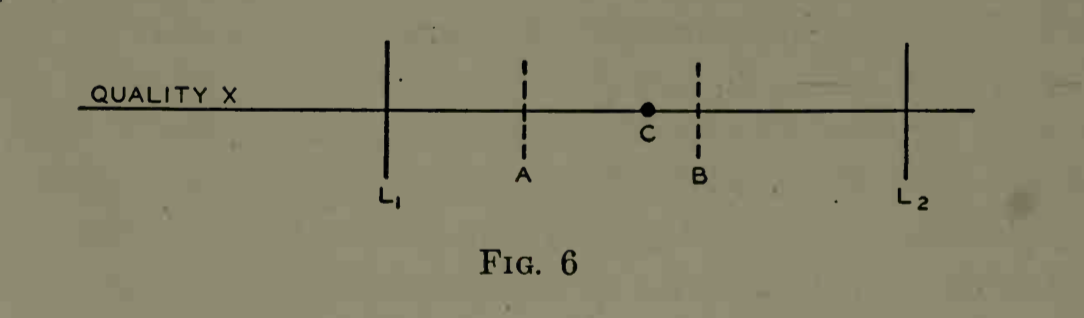 But in order to specify C we must first apply the operation of statistical control. In fact the C must really come from Step III and after suitable action limits A and B have been established in Step II. But these action limits can not be set without some knowledge of the tolerance limits that are specified in Step I. I think it is particularly important to note that the third step can not be taken by simply inspecting the quality of the objects as objects, but instead must be taken by inspecting the objects in a sequence ordered in relation to the production process. In fact these three steps must go in a circle instead of in a straight line, as shown schematically in fig. 10. It may be helpful to think of the three steps in the mass production process as steps in the scientific method.
But in order to specify C we must first apply the operation of statistical control. In fact the C must really come from Step III and after suitable action limits A and B have been established in Step II. But these action limits can not be set without some knowledge of the tolerance limits that are specified in Step I. I think it is particularly important to note that the third step can not be taken by simply inspecting the quality of the objects as objects, but instead must be taken by inspecting the objects in a sequence ordered in relation to the production process. In fact these three steps must go in a circle instead of in a straight line, as shown schematically in fig. 10. It may be helpful to think of the three steps in the mass production process as steps in the scientific method.
The three steps in fig. 10 correspond to the three steps in a dynamic scientific process of acquiring knowledge.
In this sense, specification, production, and inspection correspond respectively to making a hypothesis, carrying out an experiment, and testing the hypothesis. The three steps constitute a dynamic scientific process of acquiring knowledge. From this viewpoint, it might be better to show them as forming a sort of spiral gradually approaching a circular path which would represent the idealized case where no evidence is found in Step III to indicate a need for changing the specification (or scientific hypothesis) no matter how many times we repeat the three steps. Mass production viewed in this way constitutes a continuing and self-corrective method for making the most efficient use of raw and fabricated materials.
From the viewpoint of specification, it is of interest to note that for the meaning of control to be operationally definite, not only certain criteria of control, but also the operation of selecting the objects whose qualities are to be tested must be specified. The choice of criteria to be used as a method without a knowledge of the results of prior attempts to control quality, one can not specify in a perfectly definite way just how many data are required and in what sequence these data shall be used in applying control criteria to give the quality assurance intended by the design specification. For these reasons it seems that operationally verifiable control requirements, and requirements as to how many data shall be obtained to provide adequate quality assurance, can only be set down in Step III, and then only by one having his eye both on the intent of design requirements and upon the accumulated inspection results to date, indicating the degree to which a state of statistical control has been approached. Hencethedesignspecification must be supplemented in Step III by inspection practices providing adequate data and satisfactory criteria of control for each type of product. Furthermore, since the running record of past results must play such an important part in judging the degree to which control has been attained, it is necessary that Step III provide such a continuing record or quality report. The graphical control chart (Criterion I) is admirably adapted to this end. The mathematical theory of distribution characterizing the formal and mathematical concept of a state of statistical control constitutes an un-limited storehouse of helpful suggestions from which practical criteria of control must be chosen, and the general theory of testing statistical hypotheses must serve as a background to guide the choice of methods of making a running quality report that will give the maximum service as time goes on.
As we see, Shewhart's “cycle” was concerned with establishing “action” points within a control chart to achieve and maintain “process control”. Shewhart describes it as “a continuing and self-corrective method for making the most efficient use of raw and fabricated materials.”
Earlier in his book, he clearly describes his intention as the “5 steps in the operation of control”.
Upon reading the source materials, we recognize that it is quite a stretch to cite the PDCA as the same as the “Shewhart Cycle”. Rather than a basis for continual/continuous improvement, Shewhart's “cycle” would be better described as a “closed-loop” self-correcting system intended to achieve “optimization” of a process using a “Control Chart”.
The Deming Cycle (1950)
 Inspired by the “Shewhart Cycle”, W. Edwards Deming created his own “Deming Cycle”, which he introduced in 1950 at a "Japanese Union of Scientists and Engineers" (JUSE) sponsored eight-day seminar on statistical quality control for managers and engineers. His straight-line: Step 1- “Design”, Step 2 – “Produce”, Step 3 - “Sell” was converted to a circle with a fourth step added, and Step 4 - “Redesign through marketing research”.
Inspired by the “Shewhart Cycle”, W. Edwards Deming created his own “Deming Cycle”, which he introduced in 1950 at a "Japanese Union of Scientists and Engineers" (JUSE) sponsored eight-day seminar on statistical quality control for managers and engineers. His straight-line: Step 1- “Design”, Step 2 – “Produce”, Step 3 - “Sell” was converted to a circle with a fourth step added, and Step 4 - “Redesign through marketing research”.
Deming stressed the importance of constant interaction among design, production, sales, and research and that the four steps should be rotated constantly with the quality of product and service as the aim.
- Design
- Produce
- Sell
- Redesign through marketing research
<note>One could argue that Deming should have described the “Deming Cycle” as having 3 steps since Step 4 rolls into Step 1 again for the “cycle”.</note>
The "Deming Wheel" - created by Japanese executives (1951)
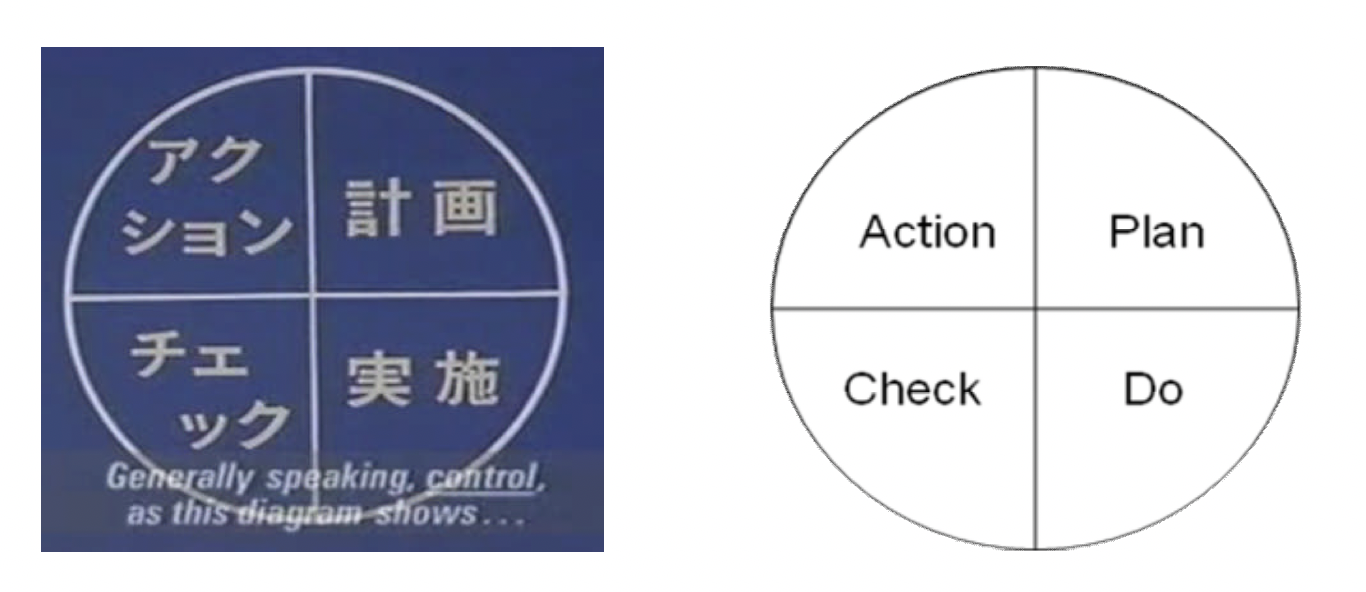
Impressed with Deming's presentation, several Japanese executives were eager to translate and deploy the “Deming Cycle”. They recast the Deming cycle from the 1950 JUSE seminar into the now-familiar “Plan-Do-Check-Act” (PDCA) cycle. The Japanese called this the “Deming wheel.”
| Correlation between the Deming Cycle/Wheel and the Japanese PDCA Cycle | ||
|---|---|---|
| 1. Design | = Plan | Product design corresponds to the planning phase of management |
| 2. Production | = Do | Production corresponds to doing-making or working on the product that was designed |
| 3. Sales | = Check | Sales figures confirm whether the customer is satisfied |
| 4. Research | = Action | In case of a complaint being filed, it has to be incorporated into the planning phase, and action taken for the next round of efforts |
The four-step cycle for problem-solving includes:
- Planning (definition of a problem and a hypothesis about possible causes and solutions),
- Doing (implementing),
- Checking (evaluating the results), and
- Action (back to plan if the results are unsatisfactory or standardization if the results are satisfactory).
JUSE noted that their intention was for the PDCA cycle be used to emphasize the prevention of error recurrence by establishing standards and the ongoing modification of those standards. Even before the PDCA cycle is employed, it is essential that the current standards be stabilized. The process of stabilization is often called the SDCA (standardize-do-check-action) cycle.
The "Deming Cycle" revised... (1951)
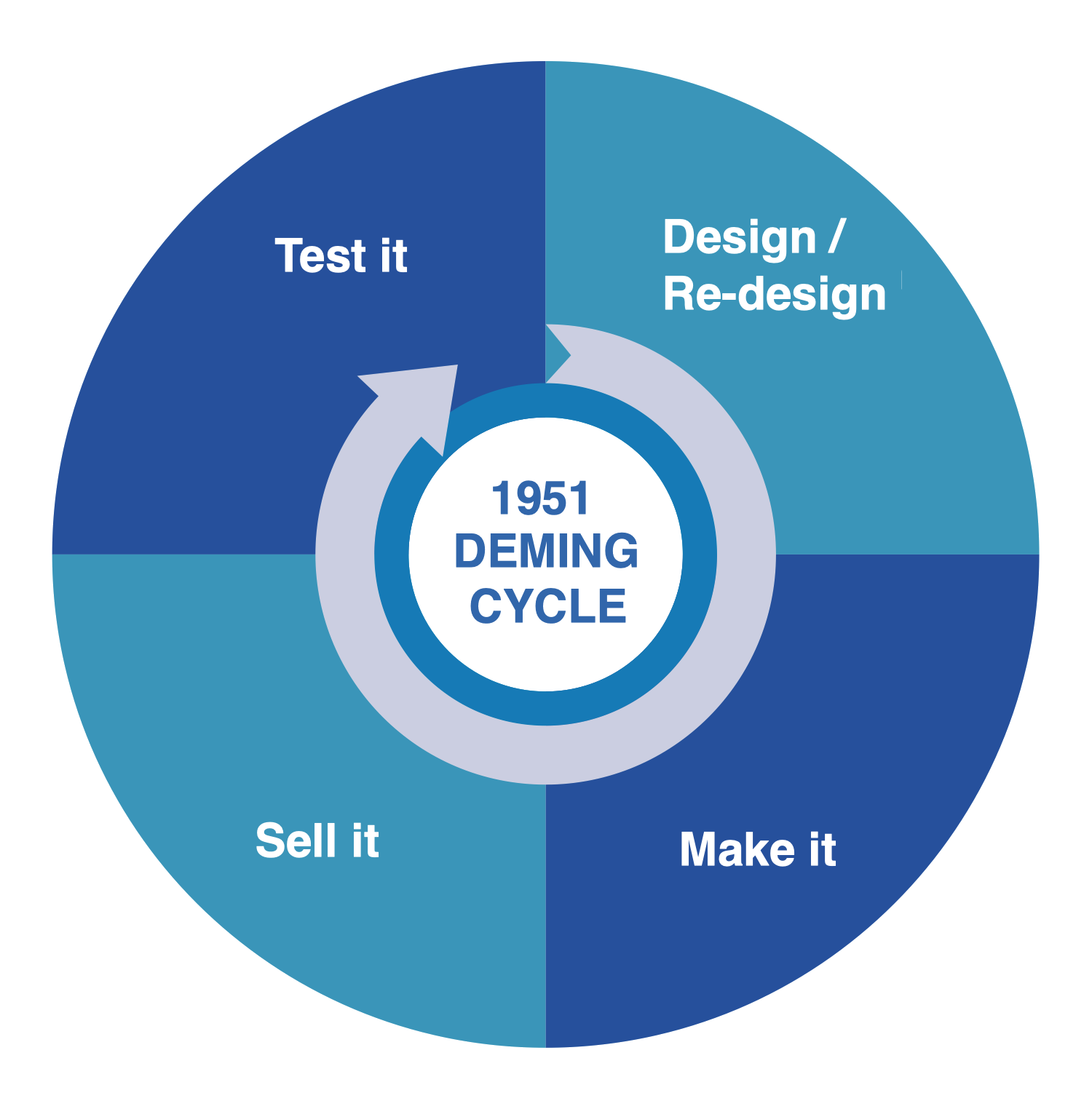 Perhaps unaware that a group of Japanese executives had modified his original “Deming Cycle” (and renamed it the “Deming Wheel”), Deming modified his “Deming Cycle” in 1951 to add “Test”.
Perhaps unaware that a group of Japanese executives had modified his original “Deming Cycle” (and renamed it the “Deming Wheel”), Deming modified his “Deming Cycle” in 1951 to add “Test”.
- Design the product (with appropriate tests).
- Make it; test it in the production line and in the laboratory.
- Put it on the market.
- Test it in service, through market research, find out what the user thinks of it, and why the non-user has not bought it.
- Re-design the product, in the light of consumer reactions to quality and price. Continue around and around the cycle.
Using the PDCA Cycle for Improvement
By the 1960’s the PDCA cycle was being used in Japan as an improvement cycle and a management tool. Lilrank and Kano state in their 1989 book “Continuous Improvement: Quality Control Circles in Japanese Industry” (pages 23-25), the 7 basic tools (check sheet, histograms, Pareto chart, fishbone diagram, graphs, scatter diagrams, and stratification) highlight the central principle of Japanese quality. These tools together with the PDCA cycle and the QC story format became the foundation for improvement (kaizen) in Japan.
The Deming PDSA Cycle (1986)
In 1986, Deming reintroduced his “Deming Cycle”. He stated that the new PSDA Cycle came directly from the 1950 version. However, after reviewing the original “Deming Cycle”, this new model is NOT the same. It appears that Deming was simply “going with the flow” since JUSE had credited him with the PDCA cycle, with a slight modification to improve it.
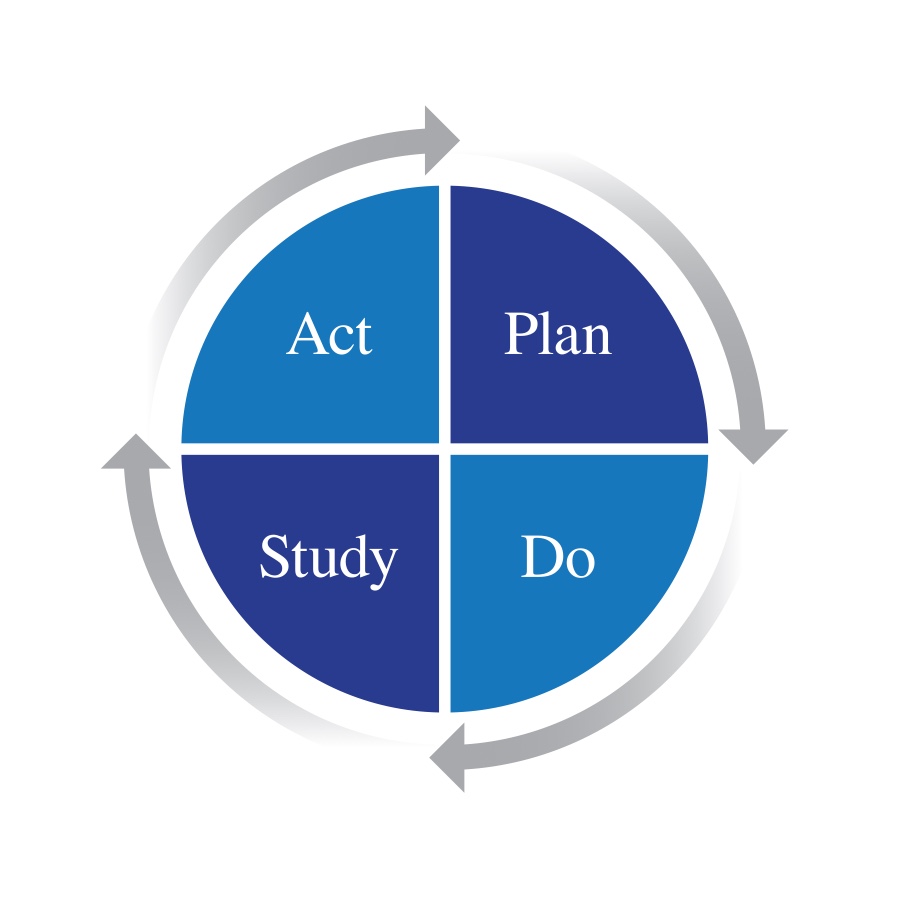
In his 4-day seminars during the 1980’s, Deming presented this version. Also, he warned Western audiences that the Plan, Do, Check, and Act version is inaccurate because the English word “check” means “to hold back.” Deming stated in the Moen, Nolan, and Provost manuscript, “… be sure to call it PDSA, not the corruption PDCA.”
For a more detailed article on the history of PDCA / PDSA, read: "Evolution of the PDCA Sysle".
ISO Promotes PDCA
Beginning with ISO 9001:2000, ISO began promoting what Deming called “the corruption PDCA”. This continued in ISO 9001:2008. While this may have seemed like a good idea, in theory, its application was confusing to many users… and auditors.
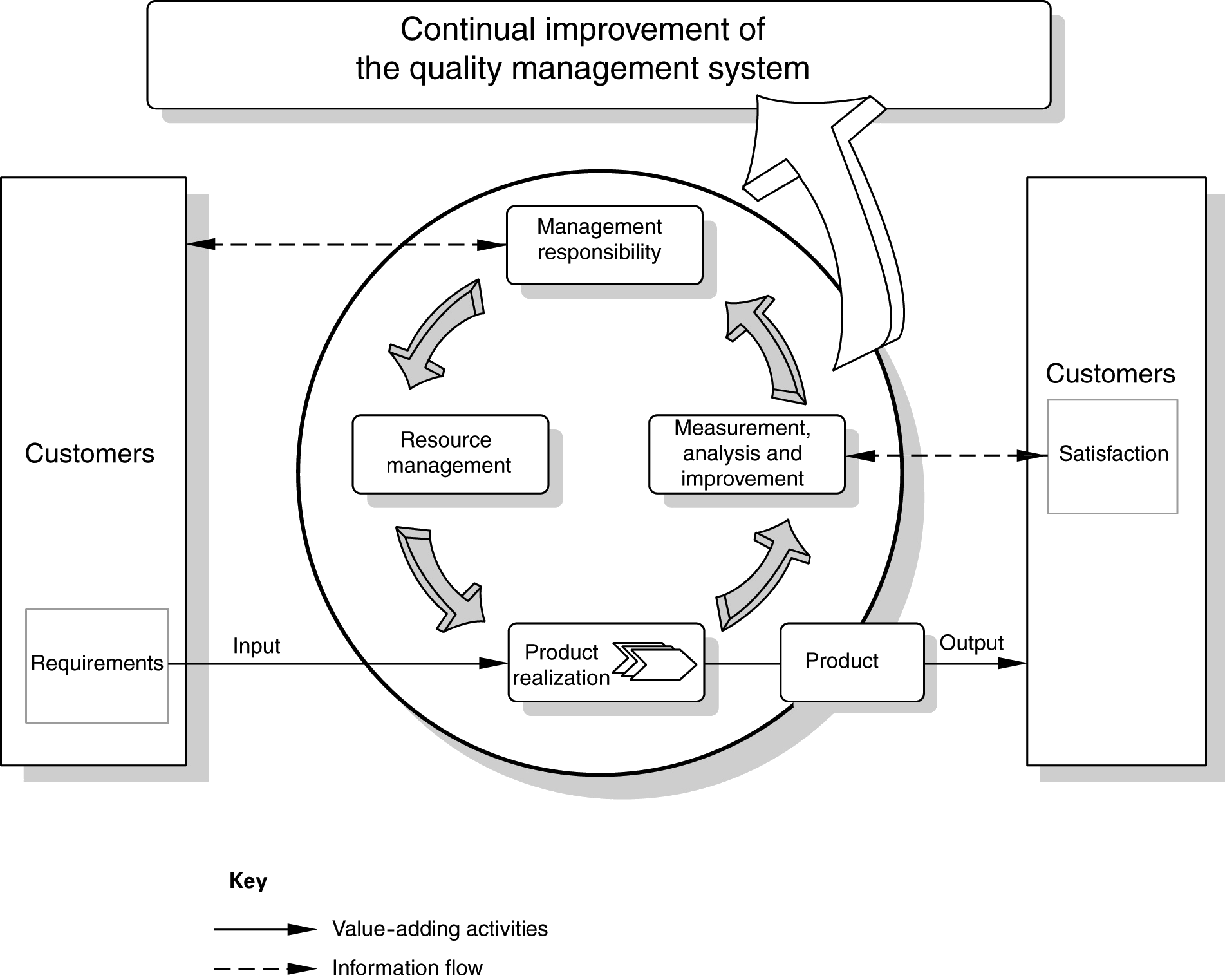
In ISO 9001:2015 the PDCA diagram was revised to indicate the clauses that the PDCA was intended to align with. For many, the revised PDCA is even more confusing than the original.
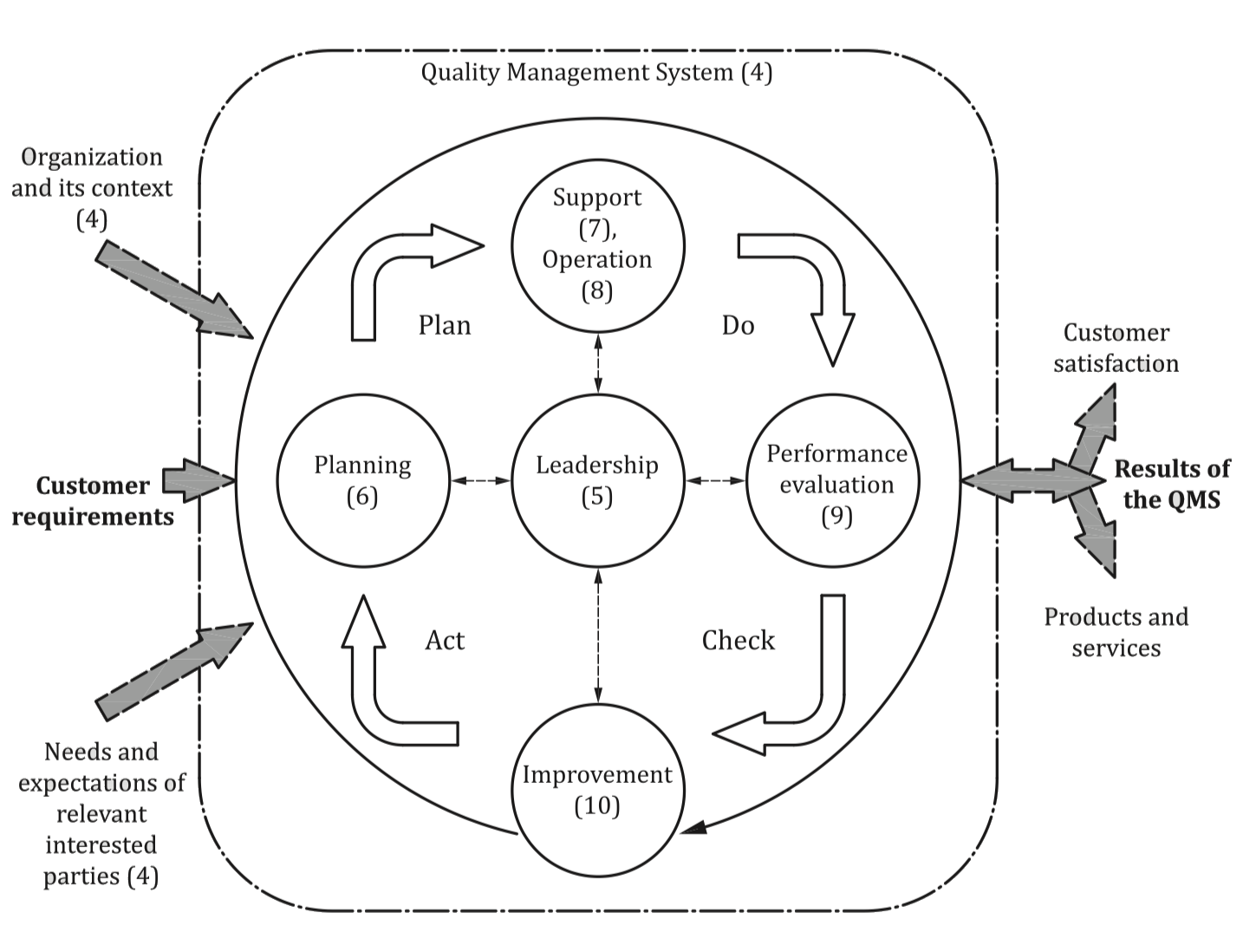
Worse, in an effort to address ISO 9001:2015 / AS9100:2016, sec. 4.4.1, some companies have used the above PDCA diagram (or variations/modifications of it) in an effort to describe the sequence and interaction of their processes.
While ISO itself has not provided direct guidance as to whether this approach is acceptable, AS9100 uses ISO 9001 as a “base/foundation” by simply adding requirements to the ISO 9001 standard. An AS9100 user asked “Is using the process diagram in Figure 2 from clause 0.3.2, in your quality manual for interaction between the processes sufficient?”.
The official IAQG response was “No.” Further explanation was provided stating: “This diagram is not intended to define an organization’s processes and their interaction.” And “In addition, Annex A.1 of the standard provides this statement: “The structure of clauses is intended to provide a coherent presentation of requirements, rather than a model for documenting an organization”.“
Major PDCA / PDSA Cycle Obstacles
Major obstacles for users of the PDCA / PDSA Cycle concept are observed when encountering either:
- “Process Capability” limitations
- “State-of-the-Art” limitations
- a “technical contradiction”
A “Process Capability” limitation is where the totality of a process (e.g., equipment/instrumentation limitations) has reached the limits of its capability. It is simply impossible to improve any further without a complete re-design of the process.
A “State-of-the-Art” limitation is where the equipment/instrumentation has reached the limits in current technology. It is simply impossible to improve further UNTIL advances are made in those other areas.
A “Technical Contradiction” is a situation that emerges when an attempt to improve a certain attribute (parameter) of a system leads to an unacceptable degradation of another attribute (parameter) of the same system.
The Soviet inventor and science-fiction author Genrich Altshuller (1926-1998) and his colleagues, began developing the concept of TRIZ (Teoriya Resheniya Izobretatelskikh Zadatch), typically translated into English as the ”Theory of Inventive Problem Solving“, in 1946. The first paper on TRIZ titled ”On the psychology of inventive creation“ was published in 1956 in ”Issues in Psychology“ (Voprosi Psichologii) journal.
By 1969, Altshuller had reviewed about 40,000 patent abstracts in order to find out in what way the innovation had taken place and developed the concept of technical contradictions, the concept of ideality of a system, contradiction matrix, and 40 principles of invention.
Lacking knowledge of TRIZ can result in a recurring exercise in futility… leading to users constantly ”tinkering“ with a process that is optimized with no possibility of improvement.
To learn more about TRIZ and the 40 TRIZ Principles, explore the TRIZ Journal.
A Better Alternative
Clearly, the “continuous improvement” of any individual process has its limits. However, while recognizing that improvements take place in spurts, I rarely see significant improvements taking place in ISO 9001 or AS9100 registered companies.
Rather than use the PDCA model, a much better approach is to follow the DMAIC model (Define, Measure, Analyze, Improve, and Control). As improvements are made, the PDCA cycle fails to address “Control” (sustainment) of the improvement… to ensure that the process doesn't revert to its previous condition.
As you move from one process to another, utilizing DMAIC, you can re-visit any of the processes previously improved to determine whether another DMAIC would be appropriate for further improvements.
To enhance the effectiveness of DMAIC, many users incorporate TRIZ into the Analyze & Improve portions of the DMAIC process.

